

全国服务热线
18018737509
全国服务热线
18018737509

电 话:18018737509
电 话:13823726967
邮 箱:527843680@QQ.COM
网 址:https://www.szhlplc.com
地 址:深圳市龙华区观湖街道观城社区环观南路105-13号201-203
应该是Q系列PLC吧,错误代码在帮助里有,可以按照提示处理:
出错容和原因
(1)通过指令处理的数据的设置使用数超过了可用范围。
(2)通过指令指定的软元件的存储数据,常量超过了可用范围。
(3)在至自站CPU共享存储区的写入中,将禁止写入的区域指定为写入目标地址。
(4)通过指令指定的软元件的存储数据的范围重复。
(5)通过指令指定的软元件超出了软元件点数范围。
(6)通过指令指定的中断指针号超过了可用范围。
(7)通过BMOV指令将(S),(D)指定为链接直接软元件,智能功能模块软元件,多CPU间共有软元件。通过MELSOFT产品读取出错的公共信息,对该数值(程序出错位置)对应的出错单步进行确认,修改。
至于SD5-错误信息的查看,可以在电脑连接PLC的时候,监视-软元件批量-输入SD5,监视开始,查看里边的内容
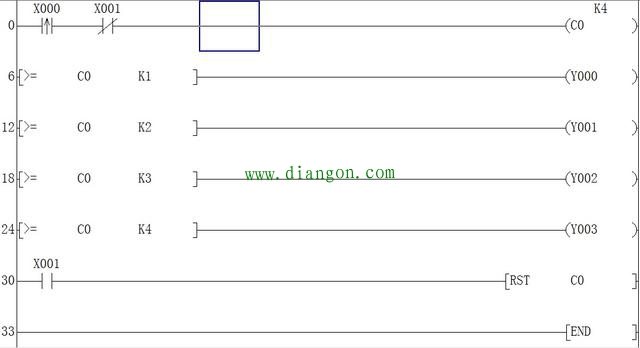
如图所示,来X0为ON,Y0输出,使气缸伸源出,同时T0开始计时,如果5s后(这个时间根据你的气缸的行程动作时间,自行设定),没有检测到到位信号X1,就输出Y1报警,此时触摸屏就可以利用Y1为ON,弹出报警。然后可以利用X2解除报警。如果在5s内,碰到到位信号X1了,T0就不会计时到,就不会让Y1输出报警。
这只是一个思路,根据你的需要酌情修改。
三菱plc反复报警程序案例?
这个很好写啊,传感器检测没到位,你程序里不是有报警输出吗。窜入进去就好了哦,还有那些没有压紧和送开的,也窜进去就好了饿哦。这个用时间继电器,一定时间是自己可以调节的哦

一般情况下,报警的显示是通过组态软件的报警显示条等控件来实现的。组态报警显示控件的时候要注意事件发生的优先级、事件发生的时间、具体报警内容等等等等
三菱PLC程序错误
X0与X1换成上升沿或下降沿试下吧.另外X0与X1既然有一个功能了,那么别用它再发送脉冲了.
三菱PLC的CPU.E报警什么意思
若该灯闪亮,说明PLC用户程序的内容因外界原因发生了改变,可能的原因有“锂电池电压下降,外部干扰的影响和PLC内部故障,写入程序时产生语法错误”。
若该灯常亮,表示PLC的CPU误动作后,监控定时器使CPU恢复了正常工作!

电话号码:18018737509
传真:0755-2101 7659
邮箱:527843680@QQ.COM
深圳市龙华区观湖街道观城社区环观南路105-13号201-203
18018737509
服务热线


