

全国服务热线
18018737509
全国服务热线
18018737509

电 话:18018737509
电 话:13823726967
邮 箱:527843680@QQ.COM
网 址:https://www.szhlplc.com
地 址:深圳市龙华区观湖街道观城社区环观南路105-13号201-203
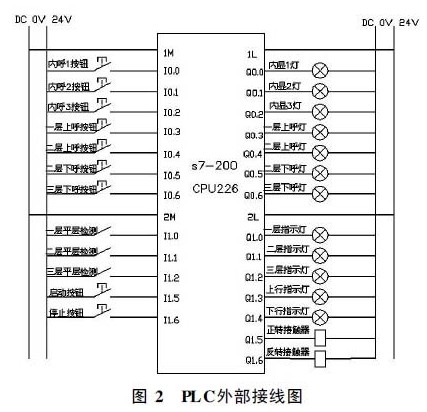
X0为手动自动选择,选择自动时,按下X1输送辊自动运行,选择手动时,按下X2后输送辊手动运行。Y0为输送辊运行。
三菱PLC怎么实现自动循环
触发开关的命令先导通M0.0,然后M0.0导通了实现抓东西的步骤。
现在实现自动循环的功能,就是在东西退下去后,再次触发M0.0,相当于你手动再按下开关,自然就能再次抓东西
三菱PLC手动自动切换问题?
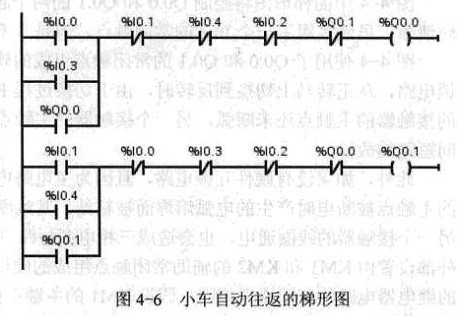
你可以通过外围的一个旋钮开关,输入到PLC里面,编写两段程序,一段是自动控制,另一段时手动控制。而这两段程序的运行条件就受到外位旋钮开关的转换输入控制。下面是程序梯形图例子:
你只要算好IO点数和模拟量点数等,不要超过单个PLC的IO点数处理量就好了。程序只要分开写IO和中间变量等,保持他们互不影响互不冲突互不不干扰就行了。注意像急停之内的也要互不影响。
三菱plc怎样把自动和手动程序各写一页
需要使用GXWORKS2软件
在程序选项可以右键,新建程序,把所需要的程序分页。GXdevelop不支持这种分页的操作。
三菱plc手 自动程序怎么写
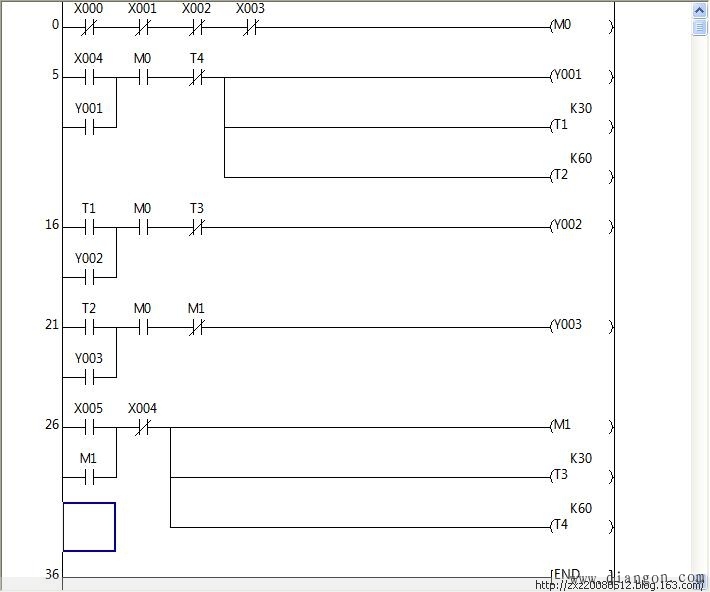
你没有说具体的三菱PLC的系列型号,我就用常见的FX系列编写了一段,可以作为参考,按照这个思路就可以的,有注释说明。见下图:
你这个程序要求用三菱IST指令完全可以满足需要的。比SFC指令要容易一点。希望对你有帮助。
三菱plc手 自动程序这样写 可行
最好加一些防护措施,不然手动着的时候,如果切换了按钮,可能会出现想不到的结果。
用三菱plc实现自动测量长度的梯形图程序怎么写?
很简单,先用高速计数器,计编码器的脉冲个数,然后根据实际,计算成长度就行了,而这个计算的公式,根据不同的设备,参数都不一样。
望采纳。。。。。。。
程序有很多种你是不明白怎么写还是直接要看程序

电话号码:18018737509
传真:0755-2101 7659
邮箱:527843680@QQ.COM
深圳市龙华区观湖街道观城社区环观南路105-13号201-203
18018737509
服务热线


